Teaching myself to weld a 'Butt weld' at home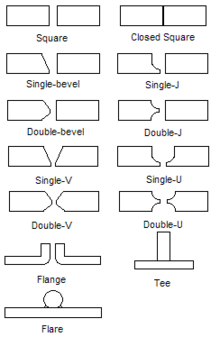 |
| Various welding joins |
I have always wanted to be able to use a TIG welder as I believe it would come in hand for various applications - my car with rusted out wheel arches being one! I decided to teach myself a few types of simple welds so that I can successfully weld and repair my cars arches. Below is the entire process of a weld performed.
Before turning the welder on I made sure that it was in a safe working condition, this involves checking any connections were secure, checking that there was no live wires showing through the cables and checking that the valve on the gas cylinder was secure.
The material that I used for this job was 1.6mm mild steel sheet, I used two pieces of 50x150mm. The first step in the butt-weld is to tack weld them into place, this involves making an equal gap in the centre of the two pieces along the length. I placed one tack weld on one end of the material making sure that the gap was the correct size (similar to the thickness of the 1mm filler wire I was using). I placed one tack weld at one end so it would not be so affected by distortion and so that I could easily manipulate the other end to make the gap equal. I then placed a small tack at the other end and I then placed small tack welds (small enough so that they will not be seen after the weld has been complete) with equal distances of around 20mm across the length. I used a flat piece of aluminium with a small vee cut out, this is so that the heat could be transferred efficiently to the material and so that the material doesn’t become joined to the surface under it.
Before final welding I checked that the joint was accurate, this involved checking that the plates were square on the ends and that the gap between the two pieces was equal across the entire length. After I have ensured that the tack welds were accurate and that the material was in the correct place for the type of weld I prepared for the final weld. This involved making sure that I had enough filler wire at hand and that I had a sharp tungsten tip. Once I had made these checks, I then began the weld making sure that the heat from the tungsten was split evenly between the two pieces of material so that there would be significant penetration on each piece of material. I made sure that I was welding from directly above the material so that the heat could penetrate inside the gap.
After completing the weld with at least one stop and start, I performed visual inspections on the weld to make sure that the uniformity was to standard. I flipped the material over to make sure that there was visible penetration on the opposite side to the side welded.
I performed a destructive test on this weld, this bend test involved bending the flat piece of metal so that it went past 90 degrees. I did this using a manual press, I used a vee to press on the centre of the weld until the material went past the 90 degrees angle point.
 |
The destructive bend test - It passed!
|
{kind=link}
Comments
Post a Comment